沈阳恒隆不锈钢有限公司
联系人:张经理
联系方式:13032469459
13840359708
13504034762
电 话:024-88119600
邮 箱:478001712@qq.com
公司网址:www.syhlbxg.com
地 址:沈阳市大东区东北大马路277号7库
邮 编:110000

沈阳恒隆不锈钢有限公司
联系人:张经理
联系方式:13032469459
13840359708
13504034762
电 话:024-88119600
邮 箱:478001712@qq.com
公司网址:www.syhlbxg.com
地 址:沈阳市大东区东北大马路277号7库
邮 编:110000
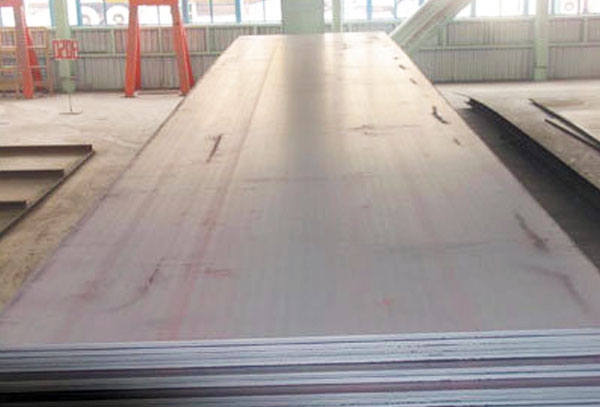
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中广泛应用。沈阳不锈钢管厂家带你了解更多!
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效率的要求,是当前不锈钢焊管技术发展的新趋势。
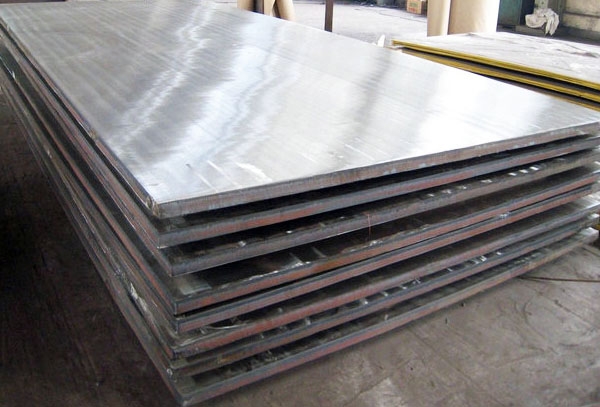
304是一种奥氏体型不锈钢,其硬度不是很高,但塑性很好,一般传统切削靠降低切削速度来保证切削质量,但加工效率普遍较低。本文利用高速车削不锈钢的实验,分析其主要的切削特点和切屑的形成过程。

高速车削时局部有高温,加大切削液量后明显改善。在高速车削的过程中,温度升高比较快,采用与普通车削一致的切削液用量时,刀尖部分明显发热,有“冒烟”的现象产生,加大切削液的用量后明显好转。说明在高速切削的过程中,有高温生成,同时高温也是影响加工硬化、刀具寿命以及积屑瘤产生的重要因素。因此高速车削时应采用冷却能力好的冷却液体,并加大用量。
通过观察304高速车削和普通车削的切屑,两者的外观差异性比较大,普通车削的切屑呈带状,有少量卷曲,且边口平整光滑,而高速车削的切屑呈带状,卷曲比较严重,且边口出现了较严重的毛刺。两者从外观颜色上判断,高速车削的切屑颜色明显比较深,有少量呈现出蓝色。
文章内容来源于网络,如有问题,请与我们联系!